Hot-End and Cold-End Coatings for Glass Bottles: What They Are and Why They’re Essential
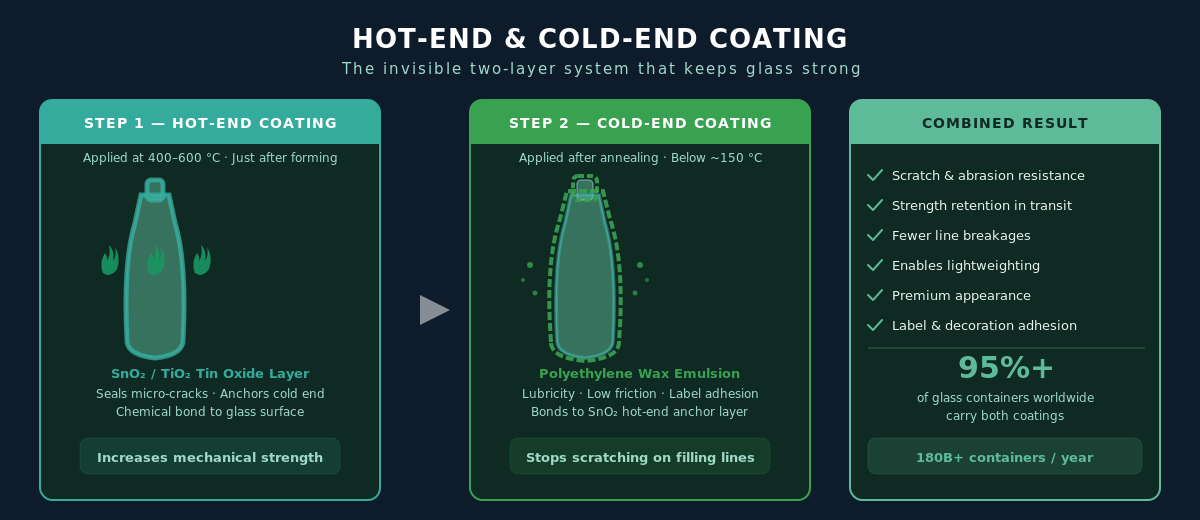
Nearly every glass bottle you pick up has been coated twice before it ever reached a filling line. Industry analysts at American Glass Research estimate that more than 95% of glass containers made in the US — and well over 180 billion worldwide each year — carry a protective coating designed to keep the surface strong and scratch-free. These are the hot-end und cold-end coatings: an invisible two-layer system that does more for a bottle’s durability, appearance and cost than almost any other step in production.
This guide explains what each coating is, how they work together, and why they are essential for any serious custom glass bottle project. (For the full picture on costs, MOQ and finishing, see our Custom Glass Bottle Manufacturer in China buyer guide .)
Why glass needs a coating in the first place
Glass is intrinsically very strong, but its real-world strength is governed almost entirely by the condition of its surface. A pristine glass surface can withstand high loads; a scratched one cannot. The problem is that bottles constantly touch each other and metal guides as they move — on the forming machine, through the annealing lehr, along conveyors and on high-speed filling lines. Each glass-to-glass or glass-to-metal contact can create micro-scratches that act as stress concentrators, and it is from those tiny flaws that cracks start and bottles fail.
Coatings exist to keep that surface as close to pristine as possible. One layer strengthens and seals it; the other makes it slippery so contact damage never happens in the first place.
What hot-end coating is
The hot-end coating (HEC) is applied seconds after the bottle is formed, while it is still glowing at roughly 400–600 °C, before it enters the annealing lehr. As the bottles pass through a coating hood, a metallic compound — most commonly monobutyltin trichloride (MBTC) or tin tetrachloride, sometimes a titanium compound — is sprayed as a vapour and decomposes on the hot glass into a thin, even layer of metal oxide (typically tin oxide).
This layer does two jobs. It seals the micro-cracks left by contact with the mould, which raises the bottle’s mechanical strength, and it chemically bonds to the glass to form an anchor for the next coating. On its own, the hot-end layer adds almost no slipperiness — its role is strength and adhesion, not lubricity.
What cold-end coating is
The cold-end coating (CEC) is applied after annealing, once the bottle has cooled to a lower temperature (typically below ~150 °C). It is an organic layer — usually a polyethylene wax delivered as a water-based emulsion, or a fatty-acid compound.
Where the hot-end layer is about strength, the cold-end layer is about lubricity. It makes the glass slippery, sharply lowering the coefficient of friction between bottles. That slipperiness stops bottles scuffing and sticking to one another, lets them flow smoothly along high-speed lines without jamming, and protects the surface from the scratches that would otherwise weaken it. It also provides a consistent base for label adhesion.
Why they only work together
Hot-end and cold-end coatings are a system, not alternatives. The cold-end wax only forms a uniform, durable, lubricious film if it has the tin-oxide hot-end layer underneath to bond to; without that primer, the lubricant doesn’t adhere properly and rubs off. And the hot-end layer alone, without the cold-end lubricant, leaves the glass strong but not slippery — so it still scuffs in handling. Used together, the dual coating delivers both retained strength and low friction, which is exactly why the industry applies them in sequence to the vast majority of containers.
Why hot- and cold-end coatings are essential
| Benefit | What it means for your project |
|---|---|
| Scratch & abrasion resistance | The surface stays smooth through conveying, filling and transport — keeping both its strength and its looks |
| Strength retention | Preventing contact damage preserves the bottle’s original strength instead of letting it degrade bottle-to-bottle |
| Lightweighting | A coated surface holds its strength, so bottles can be made thinner and lighter without more breakage — cutting raw material, CO₂ and freight |
| Fewer line breakages | Strong, slippery bottles jam and shatter far less on high-speed fillers, reducing downtime, contamination and waste |
| Better appearance | No scuff rings or haze — critical for premium spirits und cosmetics |
| Label & decoration adhesion | A consistent surface for labels, printing and decoration |

The lightweighting point is worth dwelling on: because the coating protects a thinner wall, it is one of the enablers of modern lightweight glass bottles, which lower both material cost and transport emissions.
One-way vs. returnable bottles
For single-trip (one-way) bottles, a standard hot-end + cold-end system is enough to protect the bottle through its one journey to the consumer.
Returnable bottles face a harder problem: every wash-and-refill cycle abrades the surface, and “scuff rings” — the visible white rings where bottles rub against each other — appear quickly and make the bottle look old. Specialised returnable coatings are designed to delay and mask these scuff rings, and can roughly double the usable life of a returnable bottle (for example, from around 20 cycles to 40). That is why returnable beer and beverage lines use dedicated coating chemistries rather than the standard one-way system.
How coating quality is measured
Coating is not “applied and forgotten” — it is controlled. Hot-end thickness is monitored in Coating Thickness Units (CTU): too little and the cold-end won’t anchor; too much and you can get adhesion or appearance problems. Cold-end performance is checked with lubricity tests that measure the coefficient of friction — a well-coated bottle shows a low, consistent value. Reputable manufacturers control both, because under- or over-coating directly affects strength, line behaviour and label adhesion.
How Glassrock handles anti-scratch coating
Most factories will only run an anti-scratch (hot-end + cold-end) coating program at very large volume — often above 100,000 bottles per reference. That puts proper surface protection out of reach for smaller and premium brands.
Glassrock offers the full anti-scratch coating from a single 40′HQ container, and can even combine two designs in one container when their unit weights are within ~100 g of each other. For smaller and premium brands, that means you can ship bottles which arrive ready to label and fill, with the strength and finish of a properly coated container — without committing to mass volume.
For how this fits into pricing, MOQ, lead times and the rest of a custom project, read the full Custom Glass Bottle Manufacturer in China: Complete Buyer Guide .
For more on glass bottle design, manufacturing specs and ordering: browse our glass packaging FAQ, or explore our wine bottles, beer bottles und oil bottles ranges.
Sources
- American Glass Research — container glass coatings — industry scale and the role of lubricious coatings in preventing strength loss.
- Arkema — glass coatings (Certincoat® hot-end / Tegoglas® cold-end) — how hot-end tin-oxide and cold-end polymer coatings deliver scratch resistance, lubricity and durability through handling and transport.